Vanway Precision Materials Tech Co.,Ltd

2026 Aluminum Extrusion Tolerances: Industry Standards & Inspection Rules
2026 Aluminum Extrusion Tolerances: Industry Standards & Inspection Rules
Aluminum extrusion tolerances are the backbone of precision manufacturing, ensuring aluminum profiles fit, function, and perform as intended across industries. Whether used in architectural curtain walls, automotive components, or industrial automation systems, aluminum profiles rely on strict tolerance control to meet structural demands, assembly requirements, and regulatory compliance. This comprehensive guide demystifies aluminum extrusion tolerance standards, quality control processes, and key considerations for selecting the right specifications for your aluminum profile projects—packed with actionable data, industry insights, and practical examples to enhance your understanding.
Aluminum profiles are celebrated for their lightweight strength, corrosion resistance, and design flexibility, but these benefits are only fully realized when dimensional and form tolerances are carefully managed. Tolerances define the acceptable variation in size, shape, and position of aluminum extrusion features, balancing manufacturing feasibility with performance needs. From the smallest 6063 round bar to large structural aluminum profiles, precise tolerance control reduces waste, minimizes assembly issues, and ensures long-term reliability. Whether you’re a designer, engineer, or procurement professional, mastering aluminum extrusion tolerances is critical for delivering successful projects on time and within budget.
Key Concepts in Aluminum Extrusion Tolerances
To navigate aluminum extrusion tolerances effectively, it’s essential to understand core terminology and how these specifications impact aluminum profile performance. Tolerances are not arbitrary—they are shaped by material properties, extrusion processes, and application requirements, with industry standards providing a common framework for manufacturers and buyers.
What Are Aluminum Extrusion Tolerances?
Aluminum extrusion tolerances refer to the permissible deviation from nominal dimensions (size, shape, and position) of extruded aluminum profiles. These deviations are necessary due to the physical constraints of the extrusion process, including metal flow dynamics, cooling rates, and die wear. Tolerances are typically expressed as:
- Bilateral tolerances: Variation allowed above and below the nominal dimension (e.g., ±0.15 mm)
- Unilateral tolerances: Variation allowed in one direction only (e.g., +0.20 mm, -0.00 mm)
- Dimensional tolerances: Control over length, width, thickness, and diameter of aluminum profiles
- Form tolerances: Control over straightness, flatness, squareness, and twist of aluminum extrusions
The choice of tolerance class directly impacts aluminum profile cost and lead time—tighter tolerances require specialized dies, slower extrusion speeds, and increased quality checks, while standard tolerances balance precision with affordability for most applications.
Factors Influencing Aluminum Extrusion Tolerances
Several key factors determine the achievable tolerances for aluminum profiles, requiring collaboration between designers and extrusion manufacturers to optimize specifications:
- Aluminum Alloy Selection: Alloys with superior extrudability, such as 6063, offer tighter tolerance control than high-strength alloys like 7075. 6063 aluminum profiles, for example, excel in maintaining dimensional accuracy due to their uniform metal flow during extrusion.
- Profile Design Complexity: Simple cross-sections (round bars, rectangular tubes) are easier to control than complex shapes with thin walls, sharp corners, or uneven sections. Wall thickness uniformity is critical—variations greater than 3:1 can cause metal flow imbalances and tolerance deviations.
- Extrusion Process Parameters: Press speed, billet temperature, and cooling rate directly affect dimensional stability. Faster extrusion speeds may reduce production costs but can increase twist and bow in aluminum profiles, while precise cooling systems help maintain straightness.
- Die Quality and Wear: High-precision dies with proper bearing lengths ensure consistent metal flow, but die wear over time can degrade tolerance control. Regular die maintenance is essential for sustaining tight tolerances in high-volume aluminum extrusion production.
- Post-Extrusion Processing: Stretching, aging, and cutting operations can correct minor deviations, but excessive processing may introduce new tolerances. Precision stretching (typically 1-3% elongation) improves straightness of aluminum profiles to meet strict form tolerances.
Global Industry Standards for Aluminum Extrusion Tolerances
The aluminum extrusion industry relies on internationally recognized standards to ensure consistency and compatibility across markets. These standards define tolerance classes, test methods, and performance requirements for aluminum profiles, with regional variations reflecting market needs and manufacturing capabilities.
Major Aluminum Extrusion Tolerance Standards
| Standard | Region | Scope | Key Applications |
| ASTM B221 | North America | Dimensional and form tolerances for extruded aluminum bars, rods, profiles, and tubes | Architectural, industrial, and automotive aluminum profiles |
| EN 755-9 | Europe | Tolerances for extruded aluminum profiles with circumscribing circle ≤800 mm | General engineering, construction, and transportation |
| GB/T 6892-2015 | China | Dimensional accuracy and form tolerances for aluminum and aluminum alloy extrusions | Domestic manufacturing, export to Asia-Pacific markets |
| ISO 6892 | Global | Tensile testing and dimensional tolerance guidelines for metallic materials | International projects requiring cross-regional compliance |
| ANSI H35.2 | North America | Dimensional tolerances for aluminum mill products, including extrusions | Precision industrial components and aerospace applications |
Each standard categorizes aluminum profiles by size (e.g., circumscribing circle diameter) and complexity, with tolerance classes ranging from commercial (wider variation) to precision (tight control). For example, ASTM B221 specifies tighter tolerances for small aluminum profiles (circumscribing circle inches) than for large extrusions, reflecting manufacturing challenges.
Dimensional Tolerance Specifications by Standard
The following table compares key dimensional tolerances for common aluminum profile types across major standards, using 6063-T5 aluminum (the most widely used extrusion alloy) as a reference:
| Dimension Type | ASTM B221 (Precision Class) | EN 755-9 (Class 1) | GB/T 6892-2015 (High Precision) |
| Diameter (Round Profiles) | ±0.008 inches (≤0.749 inches) | ±0.15 mm (≤50 mm) | ±0.10 mm (≤30 mm) |
| ±0.3% (>30 mm) | ±0.3% (>50 mm) | ±0.15 mm (30-50 mm) | |
| Width (Rectangular Profiles) | ±0.015 inches (≤50 mm) | ±0.20 mm (≤50 mm) | ±0.12 mm (≤50 mm) |
| ±0.3% (>50 mm) | ±0.4% (>50 mm) | ±0.20 mm (>50 mm) | |
| Wall Thickness | ±10% (≥1.5 mm) | ±12% (≥1.2 mm) | ±8% (≥1.0 mm) |
| Length | ±2 mm (1-6 meters) | ±3 mm (1-6 meters) | ±1.5 mm (1-6 meters) |
| Straightness | 0.013 inches/ft | 0.3 mm/m | 0.4 mm/m |
| Twist | 1° max/m | 0.8° max/m | 0.5° max/m |
Data sources: ASTM International, CEN, SAC, and industry manufacturer specifications
For example, a 45 mm x 45 mm 6063-T5 aluminum extrusion (common in industrial automation) would have the following tolerances:
- ASTM B221: Width ±0.135 mm, straightness ≤0.0125 inches/ft, twist ≤1°/m
- EN 755-9: Width ±0.18 mm, straightness ≤0.3 mm/m, twist ≤0.8°/m
- GB/T 6892-2015: Width ±0.108 mm, straightness ≤0.4 mm/m, twist ≤0.5°/m

Alloy-Specific Tolerance Considerations
Different aluminum alloys exhibit unique extrusion characteristics that influence tolerance control. The table below highlights key tolerance-related properties for popular extrusion alloys:
| Alloy Series | Extrudability | Typical Tolerance Class | Key Applications |
| 6063 | Excellent | Precision | Architectural aluminum profiles, window frames, decorative extrusions |
| 6061 | Good | Commercial-Precision | Industrial aluminum profiles, automotive components, solar mounts |
| 6082 | Good | Precision | Structural aluminum profiles, heavy-duty machinery frames |
| 5052 | Moderate | Commercial | Marine aluminum profiles, corrosion-resistant components |
| 7075 | Poor | Commercial | High-strength aluminum profiles, aerospace parts (with secondary processing) |
6063 aluminum profiles are the gold standard for tight tolerances due to their uniform magnesium-silicon composition, which enables smooth metal flow and consistent cooling. In contrast, 7075 aluminum’s high zinc content increases extrusion difficulty,requiring wider tolerances unless specialized processes (e.g., slow extrusion speeds, custom dies) are used.
Critical Tolerance Types for Aluminum Extrusions
Aluminum extrusion tolerances fall into two primary categories: dimensional tolerances (controlling size) and form tolerances (controlling shape), each critical for different application requirements.
Dimensional Tolerances: Controlling Size and Fit
Dimensional tolerances ensure aluminum profiles match design specifications for key measurements, directly impacting assembly and functionality.
Key Dimensional Tolerances for Aluminum Profiles
- Cross-Section Dimensions: Tolerances for width, height, and diameter of aluminum extrusions. For example, a 6063 round bar with a nominal diameter of 25 mm may have a precision tolerance of ±0.15 mm, ensuring compatibility with fittings and fasteners.
- Wall Thickness Tolerances: Critical for structural integrity and weight optimization. Safe maximum wall thickness ranges from 8 mm (small profiles) to 35 mm (large profiles), with tolerances typically ±8-12% of nominal thickness. Exceeding safe thickness limits can cause metal flow imbalances, internal cracks, and cooling defects.
- Length Tolerances: Control over cut-to-length dimensions, with standard tolerances of ±2-5 mm for lengths 1-6 meters. Precision applications (e.g., modular furniture) may require tighter tolerances of ±1 mm.
- Hole and Slot Tolerances: For aluminum profiles with pre-drilled holes or T-slots (common in industrial automation), position tolerances of ±0.2-0.5 mm ensure alignment with fasteners and accessories.
Dimensional Tolerance Challenges and Solutions
- Thickness Variation: Uneven wall thickness causes stress concentrations and assembly issues. Solution: Design profiles with uniform thickness (maximum 3:1 ratio) and use optimized die bearing lengths.
- Shrinkage: Aluminum profiles shrink slightly during cooling, affecting length and cross-section. Solution: Account for 0.1-0.3% shrinkage in design and use precision cutting equipment.
- Die Wear: Over time, die wear increases dimensional variation. Solution: Implement regular die maintenance and inspect aluminum profiles at set intervals (e.g., every 1000 units).
Form Tolerances: Controlling Shape and Straightness
Form tolerances ensure aluminum profiles maintain their intended shape, critical for structural stability and aesthetic appeal.
Key Form Tolerances for Aluminum Profiles
| Form Tolerance | Definition | Typical Limits | Critical Applications |
| Straightness | Deviation from a straight line | 0.3-0.5 mm/m | Architectural curtain walls, linear guides |
| Flatness | Deviation from a flat surface | ≤0.004 in/in | Panel systems, mounting bases |
| Squareness | Deviation from 90° angles | ≤0.4° | Frame structures, assembly components |
| Twist | Rotational deviation along length | ≤1°/m | Industrial automation frames, furniture |
For example, 45 series aluminum extrusions (used in automation workbenches) require strict straightness (≤0.0125 in/ft) and squareness (≤0.4°) to ensure modular compatibility and load-bearing capacity.
Form Tolerance Challenges and Solutions
- Bow and Twist: Caused by uneven cooling or metal flow. Solution: Use precision stretching (1-3% elongation) and controlled cooling systems to correct deviations.
- Camber: Curvature along the length of aluminum profiles. Solution: Implement post-extrusion straightening and inspect with laser alignment tools.
- Warpage: Complex profiles may warp during aging. Solution: Optimize heat treatment cycles and design profiles with balanced cross-sections.
Surface Tolerances: Controlling Finish and Quality
Surface tolerances define acceptable variation in the texture, smoothness, and appearance of aluminum profiles, critical for aesthetic and functional applications.
- Surface Roughness: Measured as Ra (arithmetic mean deviation), with standard aluminum extrusions typically ranging from 0.8-3.2 μm. Architectural aluminum profiles may require finer finishes (Ra ≤0.4 μm) for anodizing compatibility.
- Surface Defects: Tolerances for scratches, pits, and oxidation—critical for visible applications. Commercial aluminum profiles allow minor defects (≤0.3 mm depth), while architectural grades require defect-free surfaces.
Quality Control Processes for Aluminum Extrusion Tolerances
Effective quality control (QC) ensures aluminum profiles meet tolerance specifications, with processes spanning raw material inspection to final product testing.
Pre-Production Quality Control
Pre-production QC focuses on preventing tolerance issues before extrusion begins:
- Billet Inspection: Verify aluminum alloy composition (e.g., 6063’s magnesium content 0.45-0.9%) and dimensional consistency using spectral analysis and calipers.
- Die Design and Testing: Simulate metal flow with CAD/CAM software to optimize die geometry, and test dies with sample extrusions to validate tolerance control.
- Process Parameter Setup: Calibrate extrusion press speed, billet temperature (typically 480-520°C for 6063), and cooling rate based on alloy and profile design.
In-Process Quality Control
In-process QC monitors aluminum profiles during extrusion to catch deviations early:
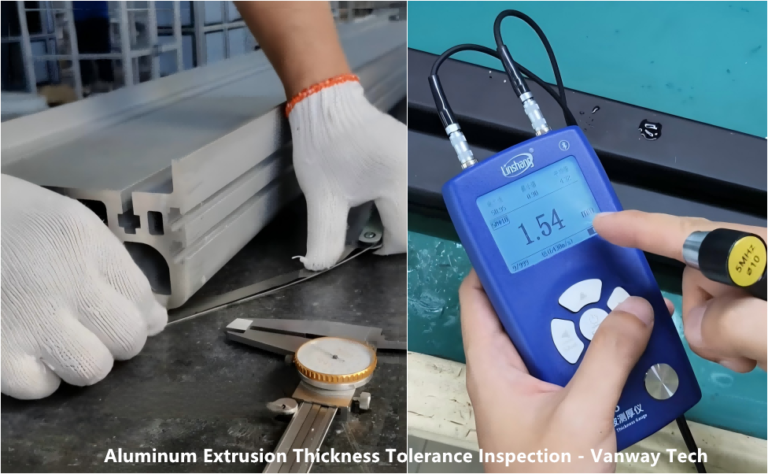
- Dimensional Checks: Use laser diameter measuring instrument and digital calipers to measure key dimensions at set intervals (e.g., every 10 extrusions) and adjust processes as needed .
- Form Inspections: Check straightness with laser alignment tools and twist with protractors, correcting issues via real-time adjustments to stretching or cooling.
- Metal Flow Monitoring: Use thermal imaging to detect uneven cooling and adjust water spray or air cooling systems.
Post-Production Quality Control
Post-production QC verifies final aluminum profiles meet tolerance specifications before shipment:
- Sampling Inspection: Follow ANSI/ASQ Z1.4 (AQL) standards to select sample sizes based on batch volume. For example, a batch of 20,000 aluminum profiles may require inspecting 200 units (AQL 1.0) for critical tolerances.
- Comprehensive Testing:
- Dimensional testing: Use coordinate measuring machines (CMM) for complex profiles to verify all tolerances.
- Form testing: Check straightness with a precision straightedge and flatness with a surface plate.
- Surface testing: Measure roughness with a profilometer and inspect for defects visually or with automated optical systems.
- Documentation: Provide a Certificate of Conformance (CoC) with tolerance test results, alloy verification, and standard compliance (e.g., ASTM B221, EN 755-9).
Common Defects and Tolerance Deviations
Even with strict QC, aluminum extrusion may experience tolerance-related defects—here’s how to identify and resolve them:
| Defect | Cause | Solution |
| Over/Undersized Cross-Section | Die wear, incorrect billet temperature | Replace or rework die; adjust extrusion temperature |
| Twist | Uneven metal flow, improper cooling | Increase stretching; optimize cooling system |
| Bow | Uneven cooling, insufficient stretching | Implement post-extrusion straightening; adjust cooling spray |
| Wall Thickness Variation | Die design flaws, uneven billet heating | Redesign die with balanced bearing lengths; improve billet heating uniformity |
| Surface Imperfections | Die surface defects, contamination | Polish die; clean billet surfaces before extrusion |
Application-Specific Tolerance Requirements
Aluminum extrusion tolerances vary by industry, with critical applications demanding tighter control to meet performance and safety standards.
Architectural Aluminum Profiles
Architectural aluminum profiles (e.g., window frames, curtain walls) prioritize form tolerances and surface quality:
- Straightness: ≤0.4 mm/m (GB/T 6892-2015 high precision) to ensure alignment in large installations.
- Surface roughness: Ra ≤0.8 μm for optimal anodizing and powder coating results.
- Dimensional tolerances: ±0.15 mm for cross-sections to ensure compatibility with gaskets and hardware.
Example: A 6063-T5 aluminum curtain wall profile (150 mm x 50 mm) must meet EN 755-9 Class 1 tolerances—width ±0.3 mm, straightness ≤0.3 mm/m, and twist ≤0.8°/m—to pass building code inspections.
Automotive Aluminum Profiles
Automotive aluminum profiles (e.g., battery housings, structural components) require tight dimensional and form tolerances for safety and performance:
- Wall thickness tolerance: ±8% to maintain structural integrity while minimizing weight.
- Straightness: ≤0.2 mm/m for components requiring precise assembly.
- Hole position tolerance: ±0.2 mm for fastener alignment in critical safety components.
Example: A 6061-T6 aluminum EV battery housing profile must meet ASTM B221 precision tolerances to ensure thermal management efficiency and crashworthiness.
Industrial Automation Aluminum Profiles
Industrial automation aluminum profiles (e.g., T-slot frames, workbenches) rely on modular compatibility, demanding consistent tolerances:
- Cross-section tolerance: ±0.1 mm for 45 mm x 45 mm profiles to ensure interchangeability.
- T-slot dimension tolerance: ±0.05 mm for compatibility with standard fasteners.
- Squareness: ≤0.3° to maintain structural stability in multi-profile assemblies.
Example: Chalco’s 45 series aluminum extrusions feature T-slot tolerance ±0.015 in, straightness ≤0.0125 in/ft, and twist ≤0.25°/ft, making them ideal for modular automation systems.
Renewable Energy Aluminum Profiles
Solar and wind energy aluminum profiles require tolerances that balance durability and cost-effectiveness:
- Solar panel frame tolerances: ±0.2 mm for cross-sections to ensure compatibility with panel modules.
- Corrosion-resistant surface tolerances: Ra ≤1.6 μm for optimal coating adhesion.
- Straightness: ≤0.5 mm/m for long-span solar mounting systems.
How to Select the Right Tolerances for Your Aluminum Profile Project
Selecting the appropriate aluminum extrusion tolerances requires balancing performance needs, manufacturing feasibility, and cost. Follow this step-by-step framework to make informed decisions:
Step 1: Define Critical Requirements
Identify which tolerance parameters are essential for your aluminum profile’s function:
- Structural applications: Prioritize wall thickness, straightness, and squareness tolerances.
- Assembly applications: Focus on cross-section and hole position tolerances.
- Aesthetic applications: Emphasize surface roughness and form tolerances.
- Regulated industries: Ensure compliance with industry-specific standards (e.g., automotive: ISO 6431, architectural: AAMA 606.2).
Step 2: Evaluate Manufacturing Feasibility
Consult with aluminum extrusion manufacturers to assess if your desired tolerances are achievable:
- Provide 3D models of aluminum profiles with critical tolerance.
- Discuss alloy selection—6063 and 6061 offer the best balance of precision and cost for most applications.
- Ask for sample extrusions to verify tolerance control before full production.
Step 3: Balance Tolerance Tightness and Cost
Tighter tolerances increase production costs—use this guideline to optimize:
- Standard tolerances: Suitable for 80% of applications, offering the best cost-performance ratio.
- Precision tolerances: Required for critical assembly or structural needs, adding 15-30% to cost.
- Custom tolerances: For unique applications, may require custom dies and slower production, adding 30-50% to cost.
Step 4: Document Tolerance Specifications
Clearly communicate tolerance requirements in your purchase order:
- Reference relevant standards (e.g., “ASTM B221 Precision Class for 6063-T5 aluminum profiles”).
- Specify critical dimensions and form tolerances (e.g., “Width: 45 mm ±0.1 mm, straightness: ≤0.3 mm/m”).
- Define acceptance criteria (e.g., “AQL 1.0 per ANSI/ASQ Z1.4 for critical defects”).
Conclusion: Mastering Aluminum Extrusion Tolerances for Success
Aluminum extrusion tolerances are a critical yet often overlooked aspect of aluminum profile performance, with direct impacts on assembly, functionality, and cost. By understanding industry standards (ASTM B221, EN 755-9, GB/T 6892), key tolerance types (dimensional, form, surface), and quality control processes, you can select the right specifications for your application—whether architectural, automotive, industrial, or renewable energy.
The 6063 aluminum profile stands out as the most versatile choice for precision applications, offering excellent extrudability and tolerance control, while 6061 provides a balance of strength and precision for industrial use. By collaborating with experienced aluminum extrusion manufacturers, documenting clear tolerance requirements, and implementing robust quality control, you can ensure your aluminum profiles meet design expectations and deliver long-term value.
Whether you’re designing a modular automation system with 45 series aluminum extrusions or a curtain wall with 6063 architectural profiles, mastering tolerances is the key to unlocking the full potential of aluminum extrusion—delivering precision, performance, and reliability in every project.

Contact With Vanway Tech Team for Premium Aluminium Extrusion Products!
Enquire with UsConnect with Vanway Tech Team for Premium Aluminium Extrusion Products.
Contact InfoWe are looking forward to hearing from you!
-
Email: info@vanway-tech.com
-
Address: No. 588, Wuyi South Road, CSJ Moldware Town, Wujin, Changzhou, Jiangsu, China
Scan Below Codes to Contact Us Immediately.