Vanway Precision Materials Tech Co.,Ltd

The Complete Guide to Aluminum Extrusion Process: 10 Steps from Billet to Finished Profile
The Complete Guide to Aluminum Extrusion Process: 10 Steps from Billet to Finished Profile
Aluminum extrusion process is the core manufacturing technology that transforms raw aluminum billet into customized aluminum profile for architectural, industrial, automotive, and renewable energy applications. Extruded aluminum profile dominates the global metal manufacturing industry due to its lightweight structure, excellent corrosion resistance, flexible cross-section design, and cost-efficient production. Understanding the full aluminum extrusion process from raw billet to finished aluminum profile helps manufacturers, engineers, and procurement teams control product quality, shorten lead time, and optimize project costs.
This guide walks through the complete aluminum extrusion workflow in 1 clear steps, covers critical process parameters, common alloy selection standards, typical production defects, and post-processing methods. Whether you source standard T-slot aluminum profile, architectural aluminum profile, or custom industrial aluminum extrusion, mastering the extrusion workflow is essential for reliable product selection and quality evaluation.
Basics of Aluminum Extrusion Process
Aluminum extrusion is a metal forming method that uses mechanical pressure to push heated aluminum billet through a precision steel die. The metal flows along the die cavity and forms continuous cross-section aluminum profile with fixed shape and size. The principle is similar to squeezing toothpaste out of a tube, where the die determines the final shape of the extruded aluminum profile.
The aluminum extrusion process is suitable for producing complex hollow, solid, and semi-hollow aluminum profile. It supports mass production as well as small-batch custom extrusion, covering 6063, 6061, 6082, 5052 and other mainstream aluminum alloys. Compared with casting, welding, and stamping, aluminum extrusion process provides higher dimensional accuracy, smoother surface texture, and better mechanical consistency for all types of aluminum profile.

Main Types of Aluminum Extrusion Methods
There are two mainstream extrusion modes widely used in aluminum profile factories around the world.
Direct extrusion is the most common method for standard aluminum profile production. The ram pushes the aluminum billet forward directly toward the die, with friction existing between the billet and extrusion container. This method features low mold cost, high production efficiency, and is ideal for mass production of architectural aluminum profile and industrial standard extrusion.
Indirect extrusion moves the die toward the stationary aluminum billet, which effectively reduces internal friction. It achieves tighter dimensional tolerances, more uniform metal structure, and is mainly used for high-precision industrial aluminum extrusion, high-strength alloy profile, and thin-wall aluminum profile that requires strict straightness and twist control.
Advantages of Aluminum Extrusion for Aluminum Profile Production
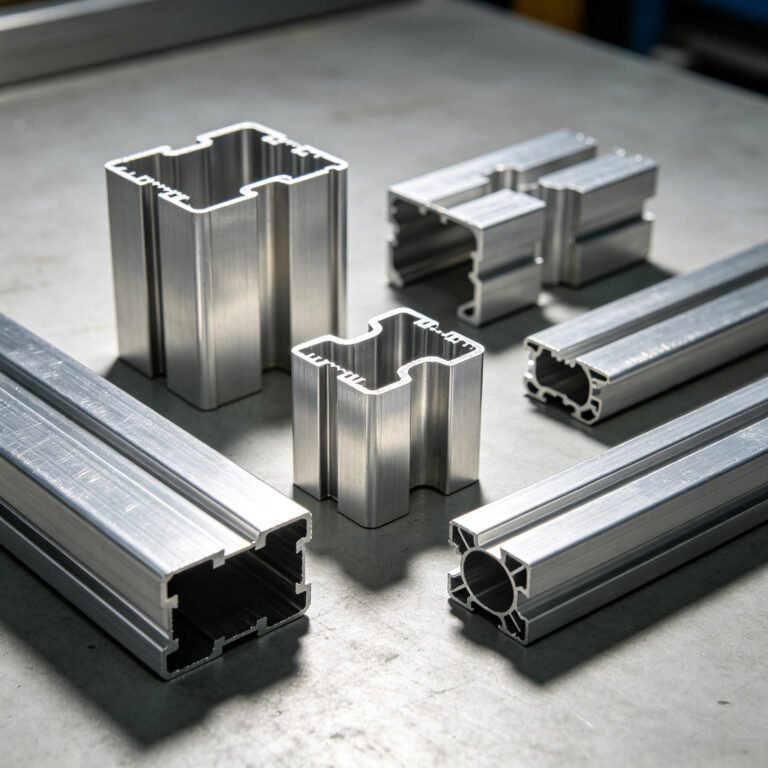
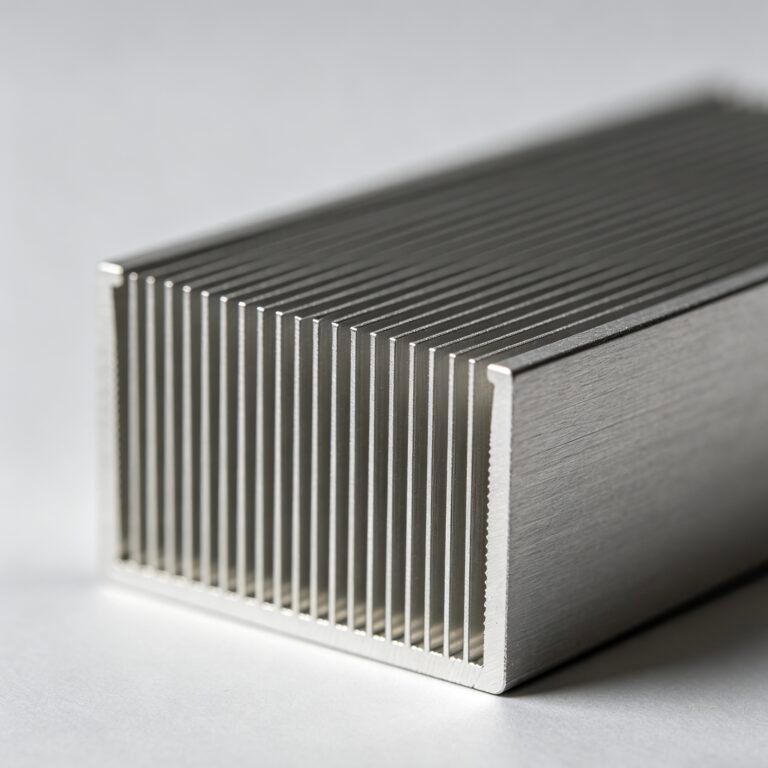
Aluminum extrusion process brings unique advantages that cannot be replaced by other manufacturing technologies. It allows unlimited cross-section design, from simple square tube and round bar to complex T-slot aluminum profile and heat sink extrusion. Extruded aluminum profile maintains stable mechanical performance after heat treatment, with uniform hardness and tensile strength across the whole length.
In addition, the aluminum extrusion process supports easy follow-up processing including cutting, drilling, anodizing, and powder coating. The raw material utilization rate is over 85%, much higher than CNC machining, which greatly reduces material waste and production cost for large-scale aluminum profile orders.
Recommended Aluminum Alloys for Extrusion Process
Different aluminum alloys have different extrusion performance, temperature requirements, and final application scenarios. Choosing the right alloy is the first key step to produce qualified aluminum profile.
| Aluminum Alloy | Extrudability | Standard Extrusion Temperature | Common Temper | Main Application of Aluminum Profile |
| 6063 | Excellent | 480°C – 520°C | T5 / T6 | Architectural aluminum profile, window frame, curtain wall, decorative extrusion |
| 6061 | Good | 470°C – 510°C | T6 / T4 | Industrial aluminum extrusion, automation frame, solar bracket, automotive parts |
| 6082 | Good | 465°C – 505°C | T6 | Structural aluminum profile, heavy-duty machinery, transportation components |
| 5052 | Moderate | 450°C – 490°C | H32 / H34 | Marine aluminum profile, corrosion-resistant equipment, outdoor structural parts |
| 7075 | Poor | 440°C – 480°C | T6 | High-strength aerospace aluminum extrusion, precision mechanical profile |
6063 alloy is the most widely used material in the aluminum extrusion process. It has perfect fluidity under heating conditions, easy to form complex aluminum profile cross-sections, and delivers excellent anodizing surface effect. 6061 and 6082 are preferred for load-bearing industrial aluminum extrusion due to higher mechanical strength and stable extrusion performance.
Critical Technical Parameters of Aluminum Extrusion Process
Stable process parameters directly determine the dimensional tolerance, surface quality, straightness and mechanical performance of finished aluminum profile. All professional aluminum extrusion factories strictly follow fixed parameter ranges in daily production.
| Process Parameter | Standard Range | Influence on Aluminum Profile Quality |
| Aluminum Billet Temperature | 450°C – 520°C | Too high causes surface bubbling; too low increases extrusion pressure and die wear |
| Extrusion Die Temperature | 430°C – 480°C | Ensure smooth metal flow, avoid profile scratch and deformation |
| Extrusion Container Temperature | 420°C – 470°C | Keep billet temperature uniform, reduce internal stress of aluminum profile |
| Extrusion Speed | 5m/min – 60m/min | Slow speed for high-precision thin-wall profile; fast speed for standard thick-wall aluminum extrusion |
| Cooling Method | Air Cooling / Water Quenching | Decide temper state, straightness and hardness of extruded aluminum profile |
| Stretching Rate | 1% – 3% | Correct bending and twist, ensure straightness of long aluminum profile |
Adjusting these parameters according to alloy type and profile cross-section is the core skill of aluminum extrusion process control. Improper parameter setting will lead to size deviation, surface defects, unqualified hardness and unstable assembly of aluminum profile.
10 Complete Steps of Aluminum Extrusion Process from Billet to Finished Profile
Every finished aluminum profile goes through ten standardized production steps, from raw aluminum billet input to final packaging and delivery. Each step directly affects the overall quality and yield of aluminum extrusion products.
Raw Aluminum Billet Preparation
The whole aluminum extrusion process starts with aluminum billet preparation. The factory uses pure aluminum ingot and alloy elements to cast cylindrical aluminum billet with fixed diameter and length. The billet must maintain uniform internal structure without sand hole, crack or impurity.
High-quality aluminum billet is the foundation of qualified aluminum profile. Unqualified billet will cause surface lines, internal cracks and poor mechanical performance in subsequent aluminum extrusion production. Before entering the production line, all billets will be inspected for composition, size and surface condition.
Aluminum Billet Heating
The second step of the aluminum extrusion process is billet heating. The cold aluminum billet is sent into the heating furnace and heated to the set temperature according to alloy characteristics. Heating makes the aluminum metal soft and easy to flow smoothly through the extrusion die.
Constant temperature heating is required to ensure the whole billet has uniform temperature distribution. Local overheating or underheating will cause inconsistent metal flow, resulting in size deviation and bending deformation of extruded aluminum profile.
Extrusion Die Design and Preheating
The extrusion die is the core mold that decides the shape and size of aluminum profile. Professional mold designers design die cavity according to customer drawing or standard profile specification. After CNC machining and polishing, the die is put into the preheating furnace.
Die preheating keeps the mold temperature consistent with the billet temperature, avoiding cold mold cracking and profile surface scratch. High-precision die manufacturing and preheating management are key to producing tight-tolerance aluminum profile in aluminum extrusion process.
Billet Loading into Extrusion Press
After heating, the aluminum billet is transported to the extrusion press and placed into the extrusion container. The equipment aligns the billet, container and die to ensure concentricity. Misalignment will lead to eccentric wall thickness and serious bending of aluminum profile.
Large automatic extrusion production lines complete feeding and positioning through robotic arms, which greatly improves consistency and production efficiency of aluminum extrusion process.
Ram Pressure and Metal Extrusion
The hydraulic ram pushes the softened aluminum billet forward with stable pressure. Under huge mechanical pressure, the aluminum metal flows through the die cavity and continuously extrudes out the complete cross-section aluminum profile.
This is the most critical step in the entire aluminum extrusion process. The operator controls extrusion speed and pressure in real time according to profile thickness and alloy type. Thin-wall aluminum profile requires slow and stable extrusion speed, while standard thick-wall architectural aluminum profile can adopt faster production speed.
Online Cooling of Extruded Aluminum Profile
After exiting the die, the high-temperature aluminum profile enters the automatic cooling area. Factories use natural air cooling, forced air cooling or water quenching according to required temper standards.
Cooling speed determines the physical properties and internal stress of aluminum profile. Reasonable cooling treatment effectively avoids later deformation, maintains straightness, and lays the foundation for subsequent stretching and aging in the aluminum extrusion process.
Traction and Straightening
The freshly extruded aluminum profile is soft and easy to bend. The traction machine pulls the profile forward at synchronous speed to keep linear state. After cooling to room temperature, the profile enters the straightening machine for longitudinal stretching.
Stretching rate is controlled between 1% and 3% to eliminate internal stress, correct slight bending and twist, and ensure the straightness standard of industrial and architectural aluminum profile. Straightening is an indispensable step to improve assembly accuracy in aluminum extrusion process.
Precision Cutting to Fixed Length
After straightening, the continuous long aluminum profile is cut into customer required length by precision sawing equipment. The cutting tolerance is strictly controlled within ±1mm for conventional profiles, and tighter for high-precision custom aluminum extrusion.
Cutting surface must be smooth without burr and deformation. The sorted aluminum profile is classified by specification, alloy and production batch for subsequent processing.
Aging and Heat Treatment
To improve hardness and mechanical strength, most aluminum profile will go through artificial aging treatment. The profiles are placed in the aging furnace and kept at constant temperature for several hours to complete internal molecular reorganization.
6063-T5, 6061-T6 and other common tempers are completed through standardized aging process. Heat treatment makes extruded aluminum profile have stable tensile strength, yield strength and hardness, meeting industrial and architectural application requirements.
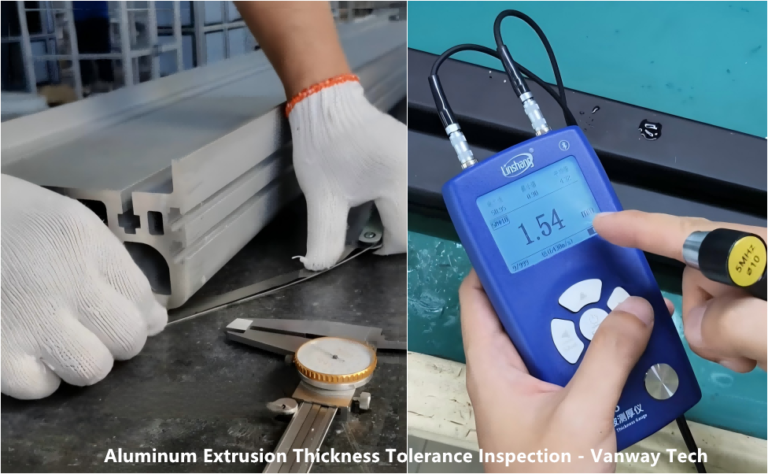
Surface Finishing and Final Inspection
The last step of the aluminum extrusion process is surface treatment and quality inspection. According to customer demand, aluminum profile can be processed by anodizing, powder coating, sandblasting, brushing and other surface methods.
Professional quality inspectors check dimensional tolerance, straightness, surface defect, hardness and appearance of each batch of aluminum profile. Qualified products are labeled, packaged and prepared for shipment, while unqualified products are reworked or eliminated to ensure delivery quality.
Common Defects in Aluminum Extrusion Process and Solutions
In actual aluminum profile production, various defects may appear due to unreasonable parameters, mold wear or raw material problems. Understanding defects and improvement methods helps buyers judge aluminum profile quality effectively.
Surface scratch is one of the most common problems, usually caused by rough die surface or improper transmission roller. Polishing the die and adjusting roller height can solve this issue and protect the surface of extruded aluminum profile.
Profile bending and twist mainly come from uneven cooling and insufficient stretching. Optimizing cooling air volume and increasing stretching rate can greatly improve straightness of long aluminum profile.
Wall thickness deviation is caused by die wear and billet eccentricity. Regular die maintenance and precise feeding positioning keep wall thickness tolerance within standard range for all kinds of aluminum extrusion.
Surface bubble and oxidation spot are related to billet impurity and overheating heating. Strict raw material inspection and accurate temperature control effectively reduce such defects in aluminum extrusion process.
Post Extrusion Processing for Aluminum Profile
After finishing the basic aluminum extrusion process, most aluminum profile needs secondary processing to meet installation and application needs. Common post-processing includes precision cutting, drilling, tapping, milling, bending and assembly processing.
Architectural aluminum profile often matches anodizing and powder coating to improve corrosion resistance and decorative effect. Industrial T-slot aluminum profile usually needs slot processing and hole opening for modular frame assembly. Marine aluminum profile adopts special anti-corrosion surface treatment to adapt to high salt spray environment.
Complete post-processing capability makes aluminum extrusion factories provide one-stop service from mold development, extrusion production to finished aluminum profile delivery, saving procurement time and cost for global buyers.
How to Optimize Aluminum Extrusion Process for Better Profile Quality
Manufacturers can optimize the aluminum extrusion process from three dimensions: raw material control, parameter adjustment and equipment maintenance. Using high-purity qualified aluminum billet is the premise to stabilize aluminum profile quality.
Reasonably setting billet temperature, die temperature and extrusion speed according to alloy type can reduce defect rate and improve production efficiency. Regular maintenance and polishing of extrusion die effectively extend service life and keep dimensional stability of aluminum profile for long-term mass production.
Introducing automatic production lines and real-time parameter monitoring systems further standardize the aluminum extrusion process, making batch aluminum profile have consistent size, performance and appearance.
Conclusion
The aluminum extrusion process is a complete and standardized production system that converts raw aluminum billet into all kinds of architectural aluminum profile, industrial aluminum extrusion, custom profile and heat sink profile. From billet preparation, heating, die extrusion, cooling, straightening, cutting, heat treatment to surface finishing, every step determines the quality, tolerance and service life of finished aluminum profile.
By mastering the 10 core steps and key technical parameters of aluminum extrusion process, buyers and engineers can better understand aluminum profile quality standards, reasonably select alloy and temper, and avoid unqualified products in procurement. With continuous technological upgrading, modern aluminum extrusion process can produce higher precision, better surface and more durable extruded aluminum profile to meet the growing demand of construction, automation, new energy and transportation industries worldwide.

Contact With Vanway Tech Team for Premium Aluminium Extrusion Products!
Enquire with UsConnect with Vanway Tech Team for Premium Aluminium Extrusion Products.
Contact InfoWe are looking forward to hearing from you!
-
Email: info@vanway-tech.com
-
Address: No. 588, Wuyi South Road, CSJ Moldware Town, Wujin, Changzhou, Jiangsu, China
Scan Below Codes to Contact Us Immediately.